Che cos’è la lavorazione a 5 assi?
La fresatura è un processo di produzione antico ma sempre giovane. Secondo i cronisti, la prima fresatrice per materiali metallici fu sviluppata all’inizio del 1800. La fase evolutiva seguente più importante può essere datata intorno alla metà del XIX secolo, ovvero all’epoca in cui l’azienda Brown & Sharpe presentò la sua fresatrice universale. Per oltre un secolo, nella fresatura convenzionale sono state utilizzate tre dimensioni chiamate ‘asse X’, ‘asse Y’ e ‘asse Z’ secondo il sistema di coordinate cartesiano. L’asse X è (in genere) orizzontale. L’asse Y si sposta verso lo sguardo dell’osservatore da davanti a dietro e viceversa. Sull’asse Z si svolgono i movimenti verso l’alto e verso il basso.
Per oltre un secolo, pertanto, i tre assi di traslazione lineari hanno definito i limiti geometrici del processo di fresatura convenzionale. Benché in seguito sia diventato possibile posizionare il mandrino all’angolazione desiderata o serrare i pezzi con un supporto rotante, la lavorazione a macchina per la modellatura è sempre rimasta ferma alla modalità 3 assi. Nondimeno, la fresatura ha continuato a evolversi diventando uno dei processi di produzione dominanti nella lavorazione industriale dei metalli.
Nonostante lo sviluppo del controllo NC e poi CNC a partire dagli anni ‘60 abbia progressivamente ampliato le possibilità di lavorazione, oggi la fresatura a 3 assi continua a essere indispensabile. La questione è esemplificata da uno studio comune realizzato nel 2018 dall’Istituto Fraunhofer per la tecnologia di produzione IPT e la WBA Aachener Werkzeugbau Akademie, secondo il quale la fresatura a 3 assi è ancora la configurazione assiale dominante persino nella realizzazione di utensili, rappresentando quasi il 50% della produzione, mentre le configurazioni a 5 assi venivano usate solo per il 10% circa fino a quattro anni fa.
Le motivazioni che lo studio adduce per giustificare un’incidenza sorprendentemente bassa della fresatura a 5 assi sono scontate. In primo luogo, la gran quantità di pezzi prodotti non richiede necessariamente una lavorazione simultanea a 5 assi. Dall’altro lato, la bassa incidenza della lavorazione a 5 assi può essere spiegata con le sfide più grandi che dovrebbero affrontare le società utilizzatrici, specialmente nella programmazione. Eppure è precisamente in relazione a questi due aspetti che l’interazione di innovazione ed evoluzione sta attualmente facendo il gioco della fresatura a 5 assi.
Fresatura a 5 assi con un futuro garantito

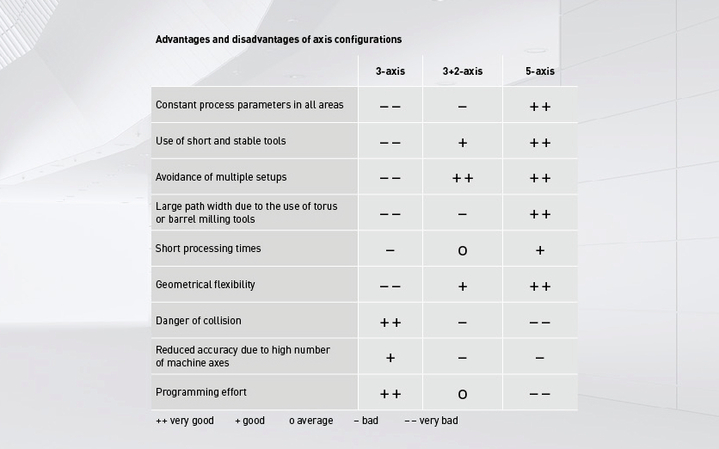
Innanzitutto, quando si fresa con 5 assi, è importante distinguere se l’utensile può essere solamente posizionato nello spazio con due assi rotanti aggiuntivi oltre ai tre assi lineari o se invece è possibile spostarlo in totale simultaneità. Nel primo caso, parliamo di una lavorazione a 3+2 assi in cui il quarto e il quinto asse rotante mantengono il pezzo da lavorare in una direzione fissa e la fresatura in sé viene eseguita sempre su 3 assi. Nella fresatura simultanea a 5 assi “vera e propria”, invece, tutti e 5 gli assi della macchina si muovono interpolandosi a vicenda in qualsiasi costellazione.

La fresatura simultanea a 5 assi avanza
Occorre notare in primo luogo che la penetrazione del mercato, piuttosto bassa da una prospettiva a 5 assi, in futuro si sposterà probabilmente in modo sostanziale a favore della fresatura a 5 assi nonostante le sfide che il suo utilizzo comporta. Ciò è stato dimostrato anche (a titolo esemplificativo) nello studio di quattro anni fa citato in precedenza. All’epoca, i fabbricatori di utensili intervistati ipotizzavano una crescita futura dei processi a 5 assi (nella finitura) superiore al 50%.
Ovviamente i vantaggi della fresatura 3D stanno diventando sempre più calcolabili e redditizi per gli utilizzatori. In termini di tecnologia produttiva, ad esempio, grazie ai cinque assi controllati numericamente, l’utensile e i suoi taglienti possono essere posizionati in qualsiasi punto sul pezzo da lavorare in qualsiasi momento, traversando una superficie curva (superficie a forma libera) pur mantenendo un qualsiasi angolo desiderato rispetto alla superficie del pezzo, così da garantire un’altissima precisione.
Uno dei più importanti vantaggi della macchina a 5 assi è la capacità di produrre pezzi lavorati complessi e componenti precisi perlopiù con un’unica configurazione, impiegando meno tempo e risparmiando sui costi. Tale livello di libertà fa sì che la lavorazione simultanea a 5 assi possa essere impiegata per produrre praticamente qualsiasi contorno di pezzo lavorato con un’unica operazione senza dover effettuare nuovamente il serraggio. Si prevengono così tempi morti e improduttivi e imprecisioni quando si passa da una macchina all’altra. Per di più, l’utensile può essere sempre posizionato in maniera perfetta rispetto al pezzo. È così possibile usare utensili con lunghezze standard inferiori. Tale aspetto, a sua volta, aumenta la rigidità, consente tassi di avanzamento più elevati e allunga la vita dell’utensile.
A livello di mercato i motivi alla base di una quota in aumento della lavorazione a 5 assi sono la tendenza a produrre pezzi più impegnativi e complessi in lotti sempre più piccoli e la richiesta crescente di precisione e qualità nella superficie dei componenti, oltre a tempi di risposta e periodi di consegna sempre più brevi. In aggiunta, i produttori come DMG MORI spingono per una maggiore accettazione di adeguati centri di lavorazione a 5 assi. Per di più, i produttori di macchine utensili possono contare su controlli progressivamente più intelligenti e nel medio termine questo porterà la programmazione di officina dei compiti di lavorazione a 5 assi nel campo visivo dell’utilizzatore. Infine, i fornitori continuano ad aggiornare la catena dei processi digitali, passando da CAD a CAM a CNC. Pertanto, molti esperti ipotizzano che presto potrebbe essere possibile una programmazione NC completamente automatica con tanto di routine di simulazione intelligente.
Macchine per la fresatura simultanea a 5 assi
Tuttavia, alla base del successo vi è e resta, com’è ovvio, una fresatrice adeguata o un idoneo centro di lavorazione a macchina. Oltre agli assi X, Y e Z, gli assi A, B e C si occupano dei movimenti rotatori necessari del mandrino o del pezzo da lavorare o del tavolo di serraggio con varie costellazioni, a seconda dei cinematismi delle macchine. In effetti, in linea di principio, il movimento relativo universale tra l’utensile e il pezzo può essere ottenuto in tre modi, come ci insegna il leggendario manuale CNC:
- con un pezzo fisso e due assi girevoli dell’utensile,
- con un asse utensile statico e due movimenti girevoli del pezzo, ad es. per mezzo di una tavola rotobasculante, oppure
- con un movimento girevole dell’asse utensile e un movimento girevole del pezzo, discosti l’uno dall’altro a 90°.
Nelle fresatrici a tavola basculante, ad esempio, la tavola con l’asse A ruota attorno al percorso di viaggio dell’asse X, mentre nelle fresatrici con testa basculante, l’asse B della testa di fresatura ruota attorno all’asse Y e allo stesso tempo l’asse C ruota attorno all’asse Z. Quale costellazione sia quella giusta per un utilizzatore viene deciso sempre in base allo spettro dei pezzi che il cliente deve lavorare.

Considerazione finale
In conclusione, resta da dire che i fondamenti della fresatura a 5 assi con fresatrici non sono diversi da quelli della fresatura a 5 assi sui torni. In tale ambito emergono piuttosto delle domande sui vantaggi che può presentare un’integrazione dei processi. Si tratta però di una “storia” completamente diversa che chiariremo in un articolo successivo.