
CTX beta 2000
Caratteristiche principali
High Precision Turret per massima precisione da 4.000 min-1, 12,5 kW e 85 Nm
- < 10 µm tolleranza nel diametro
- < 10 µm stabilità termica grazie al raffreddamento attivo
Lavorazione di pezzi fino a un diametro di tornitura di Ø 600 mm e lunghezza di tornitura di 2000 mm
- Diametro di autocentraggio max. 500 mm
- Torretta VDI 50 a 12 stazioni motorizzate + 6 Blocktool
- Contropunta CN e lunetta (facoltativo)
Lavorazione di pezzi di diametro fino a Ø 600 mm e lunghezza di tornitura fino 2.000 mm
- Diametro di rotazione di fino a 800 mm
- Lavorazione da barra di pezzi fino a Ø 111 mm
- Mandrino principale come ISM 102 da 4.000 min-1, 45 kW e 770 Nm di serie, opzionale ISM 102 plus da 2.500 min-1, 52 kW e 2.200 Nm

Precisione
- Massima stabilità e precisione a lungo termine
- Massima stabilità termica grazie ai motori dei mandrini integrati e raffreddati ad acqua
- Massima precisione a lungo termine grazie ai sistemi di misurazione diretta sull’asse X di serie

Esempi applicativi
Controllo e software
Sperimentate la velocità della Digital Transformation (DX)
Rivoluzionate i vostri flussi di lavoro, sbloccate nuove opportunità, aumentate l'efficienza e promuovete la sostenibilità riducendo il consumo energetico per diventare più competitivi.

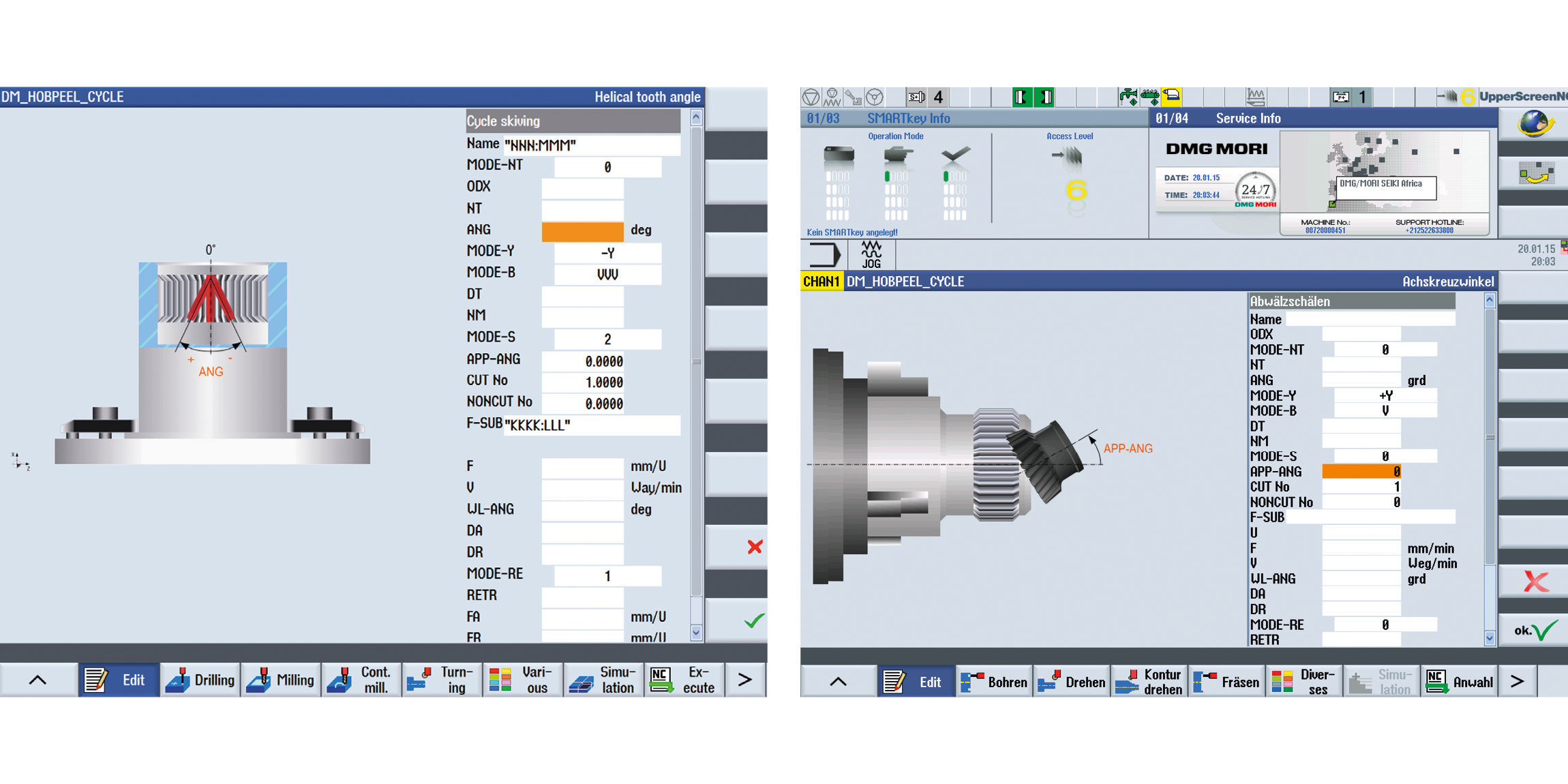
- Il movimento oscillante dell'asse di avanzamento determina un taglio ad aria che porta a un'efficace riduzione delle dimensioni del truciolo.
- Per tornitura longitudinale esterna di diametri interni ed esterni, sfacciatura, foratura e scanalatura*
- La funzione di sicurezza integrata verifica la plausibilità dei parametri immessi
* Per le superfici inclinate, si ottiene un andamento a gradini perché l'avanzamento può oscillare solo su un asse alla volta.

- La lunghezza del truciolo può essere praticamente determinata dal ciclo ed è indipendente dal materiale
- Non ci sono più interruzioni del processo, perché si evitano le palline di trucioli
- Impostazione semplice sull'HMI con elevata sicurezza operativa


- Ottimizzazione automatica delle caratteristiche di regolazione di mandrino principale e contromandrino senza operazione di accoppiamento
- Riduzione del tempo di attrezzaggio
- Qualità migliorata del pezzo
- Risparmio di tempo nel processo di attrezzaggio
- Determinazione automatica della regolazione del mandrino adatta, indipendentemente dall’esperienza dell’operatore della macchina
- Salvataggio dei parametri di impostazione nel programma del pezzo per mantenere la qualità del processo costante


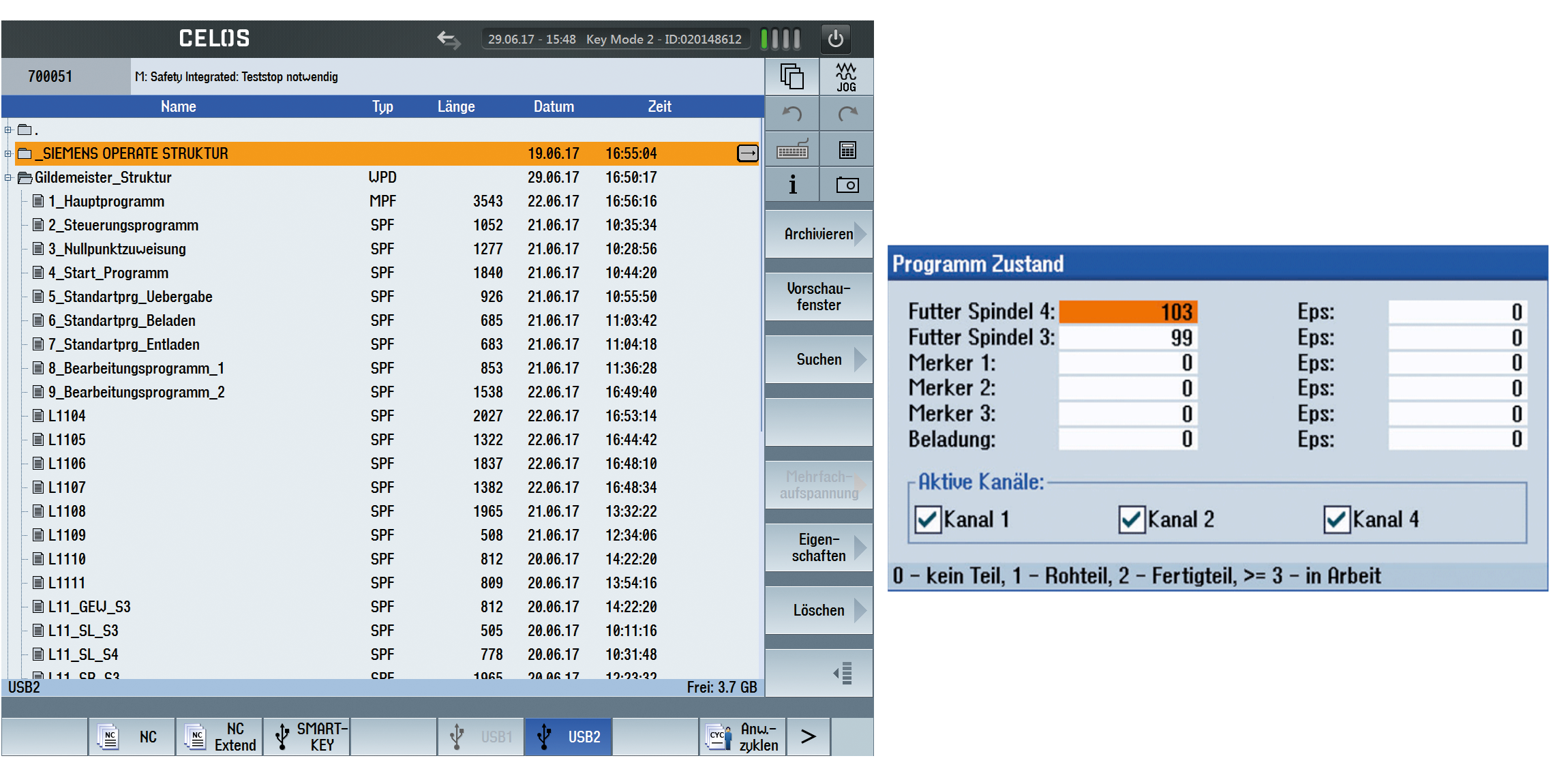
- In combinazione con la programmazione strutturale Gildemeister, un riavvio sicuro e rapido del programma di lavorazione in seguito a interruzione
- Semplice impiego del programma soprattutto in caso di più mandrini o portautensili
- Visualizzazione dello stato di lavorazione del pezzo
- Visualizzazione dettagliata dello stato pezzo sul controllo
- Inserimento automatico dei marker tramite la programmazione GILDEMEISTER
- Accesso sicuro al programma con un semplice pulsante invece della ricerca
- Approccio strutturato con oltre 20 programmi standard e più di 200 varianti di lavorazione, compresa l'automazione (lavorazione delle barre, caricamento di robot/portali, ...)
- Visualizzazione dello stato del programma con marcatori aggiuntivi (EPS) per i sottoprogrammi.

Lavorare in tutta semplicità pezzi non rotondi
Interfaccia utente intuitiva per tornitura poligonale oppure ovale
- Realizzazione delle geometrie richieste e possibilità di apportare facilmente ritocchi
- Correzione precisa dei parametri geometrici (semiasse corto / lungo e angolo di rotazione)
- Lavorazione combinabile sul mandrino principale o contromandrino.


- Perfetta combinazione per la lavorazione completa su 6 lati e funzione di contropunta
- Carico e scarico automatico della cuspide nel contromandrino mediante il mandrino portafresa e mediante la torretta
- Sostegno di pezzi lunghi e sottili nel mandrino principale mediante cuspide su mandrino con traslazione contemporanea
- Precisione del componente grazie al cambio automatico senza aprire lo sportello (scostamento temperatura costante)
- Bloccaggio della posizione del mandrino per aumentare la sicurezza del processo


- NOVITÀ: On-Point Threading – Corretto allineamento di filettatura
- Definizione libera di profili, passi e passaggi
- Realizzazione di filettature di grandi dimensioni di trasporto o speciali, impossibili da realizzare con la semplice filettatura a pettine
- Filettature trapezoidali, seghettate e circolari facili da programmare sulla macchina
- Convogliatore a coclea con geometrie di profilo a scelta
- Dadi con vite a ricircolo di sfere e fori trasversali facili da impostare


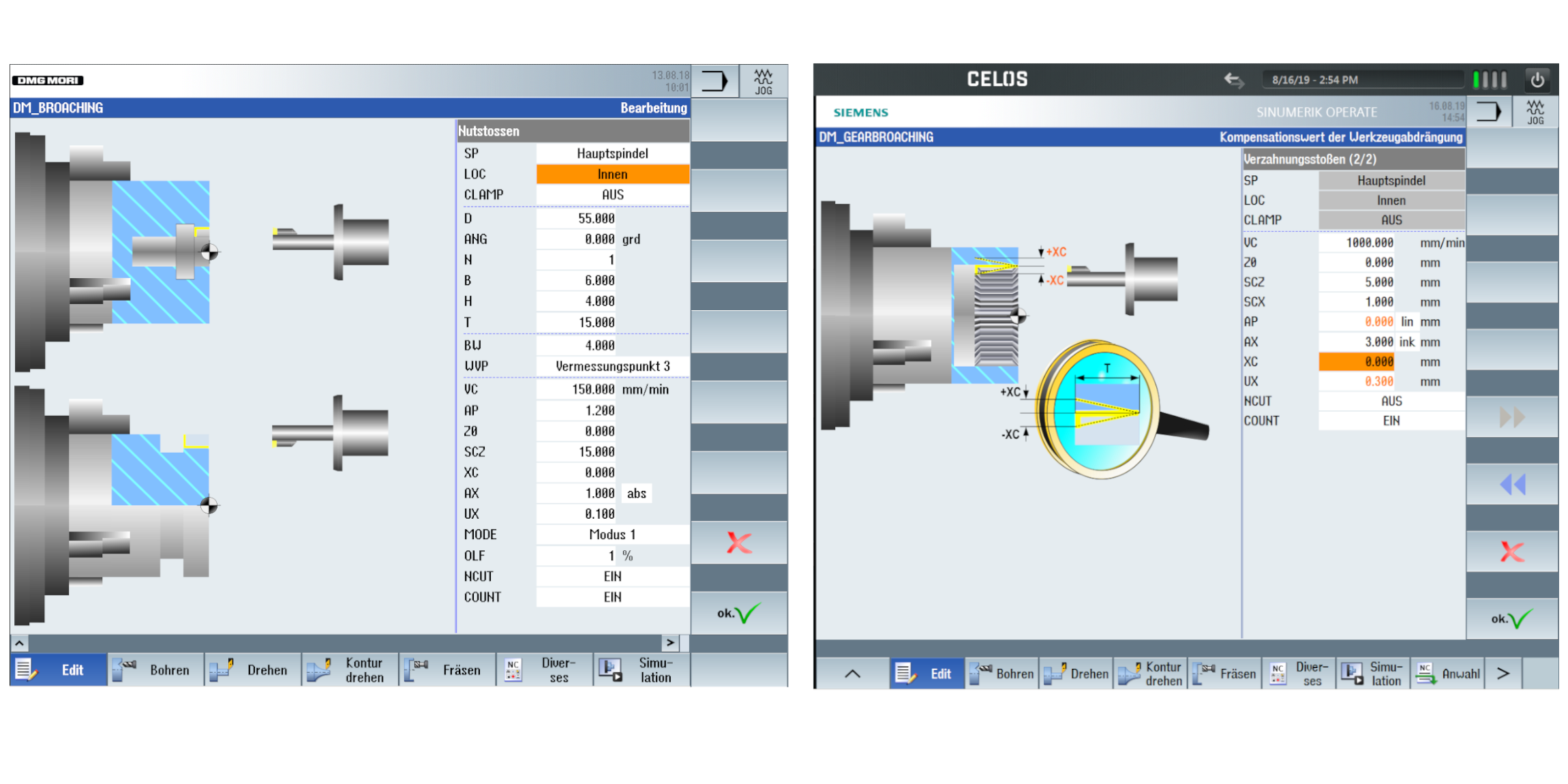
Caratteristiche principali
- Produzione di profili con inclinazioni delle parti interne grazie alla suddivisone ad alta risoluzione del profilo
- Impiego di portautensili standard per la lavorazione del bordo sinistro e destro
- Qualità della superficie fino a RA 0,3 con leghe inossidabili

- Parametri di input strutturati per la geometria della scanalatura, l'utensile e la strategia di lavorazione
- Scanalature interne ed esterne in qualsiasi posizione e numero liberamente regolabile
- Semplice compensazione dello spostamento dell'utensile
- Elevata flessibilità nella produzione di qualsiasi geometria di scanalatura con utensili standard su macchine standard
- Alternativa affidabile, se l'incollatura con utensili azionati non è più una soluzione economica o tecnologica.
- Vantaggi della guida rigida della macchina per una migliore qualità della scanalatura

- Maggiore stabilità grazie alla trasmissione ottimale della forza in direzione longitudinale dell’inserto di troncatura
- Generazione di un avanzamento dell’utensile in direzione Y per la troncatura dei pezzi, premendo un semplice tasto
- Compatibile con il ciclo standard CYCLE92 (ciclo part-off), in modo da consentire all’operatore di programmare come d’abitudine (ShopTurn e DIN / ISO)
- Produttività fino a tre volte maggiore (avanzamento triplicato) in presenza, inoltre, di un migliore controllo del truciolo
- Rumorosità ridotta e maggiore qualità delle superfici grazie a una maggiore stabilità dell’utensile
- Minore spreco di materiale grazie alla riduzione della larghezza di taglio


- Previene i danni in caso di rottura e sovraccarico degli utensili
- Senza sensori, con apprendimento automatico dei limiti di carico
- Per tornitura, fresatura e perforazione*
- NOVITÀ: Interfaccia utente su CELOS Side Screen.
- NOVITÀ: Algoritmo potente per il monitoraggio efficiente dopo il primo pezzo
- Protection Package Integrazione perfetta di MPC su torni Risparmio dei costi (40 % circa)
- Memorizza i limiti di monitoraggio per ciascun utensile e ciascun tagliente in programma


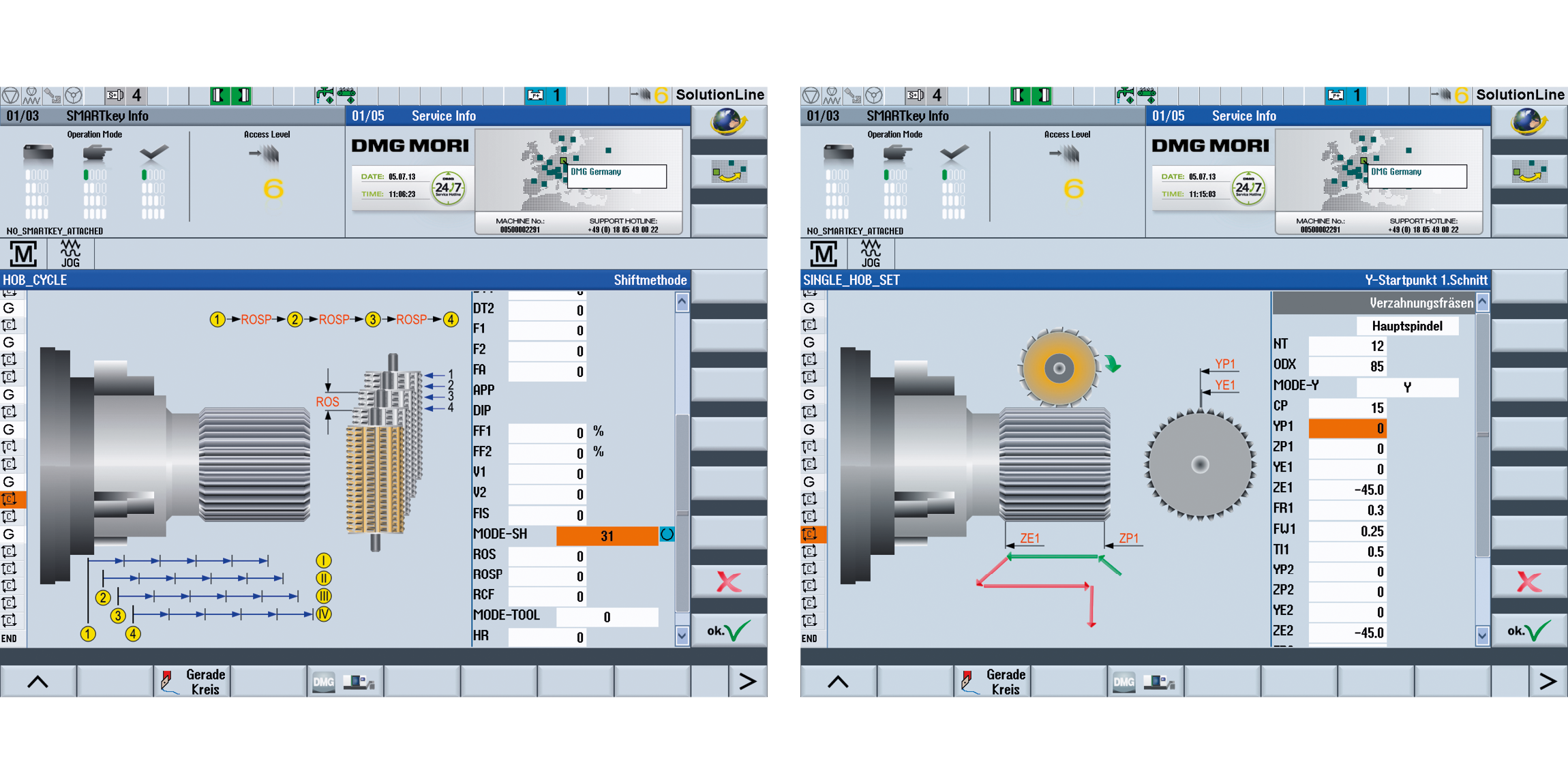
- Programmazione dei parametri di dentatura dalla finestra di dialogo
- Sono possibili dentature dritte, inclinate, arcuate e spiroidali
- Si possono usare frese a creatore e a disco
- Massimizza la durata dell’utensile mediante lo “Shift” della fresa
- Qualità ottenibile ≤ DIN 7
- Modifiche del profilo di dentatura facili da controllare
- Considera l’impiego di utensili rettificati
- Il monitoraggio previene gli errori (ad es. angolo in intersezione assi errato o numero o direzione giri sbagliati)

- Facile da usare grazie ai tre parametri e senza sensori aggiuntivi
- Evita le vibrazioni adeguando i giri a seconda della situazione
- Impiego sul mandrino principale e contromandrino, oppure su fresatrici con tavole FD e Direct Drive

- Senza interventi manuali dell’utente
- Ripetibilità identica per tutti i componenti
- Elevata sicurezza del processo grazie all’applicazione specifica per evitare vibrazioni
- ad es. utilizzando punte lunghe e sottili
- ad es. utilizzando pezzi di fresatura dal serraggio critico

- Ruote dentate interne ed esterne diritte e inclinate e dentature con alberi scanalati
- Dentatura con denti a freccia sfalsati su macchine per fresatura e tornitura
- Dentatura bombata a creatore mediante trasformazione matematica del 6° asse virtuale
- Dentatura interna anche senza angolari.
- Tempi di lavorazione più rapidi di 10 volte rispetto alla stozzatura.
- Sincronizzazione e corsa utensile gestite dal ciclo

- Sovrapposizione del movimento di tornitura con corse X e Y aggiuntive
- Applicabile per lavorazione di tornitura e fresatura
- Geometrie eccentriche facili da realizzare
- Accoppiamenti assi esatti e sincronizzazione con il background


Premendo un pulsante in modalità manuale, gli assi X e Y vanno nelle posizioni finali positive per la lavorazione esterna
Ideale per preparare l’area di lavoro per l’attrezzaggio, in alternativa anche come funzione di salvataggio

- Facile da usare per l’attrezzaggio di macchine multicanale
- Possibilità di reazione rapida per la lavorazione esterna come funzione di salvataggio
Assistenza e formazione
Assistenza e formazione a 360 gradi per la vostra produzione
Approfittate della nostra offerta di assistenza completa e di corsi di formazione pratici che massimizzano le prestazioni delle vostre macchine e riducono al minimo i tempi di fermo. Con pacchetti di manutenzione completi, ricambi originali e programmi di formazione personalizzati, portiamo la vostra produzione e il vostro team a un livello superiore.