Concetto olistico di automazione
Fondata nel 1942 a Sandviken, in Svezia, la Sandvik Coromant è diventata leader globale nella produzione di utensili con oltre 8.000 dipendenti in tutto il mondo. I clienti dei più svariati settori, tra cui l’aerospace, l’automotive e l’oil & gas, si affidano alle soluzioni di Sandvik Coromant.

Gli esperti di utensili coltivano una partnership strategica di lunga data con DMG MORI, da cui nascono continuamente soluzioni di lavorazione innovative. La Sandvik Coromant ne beneficia anche nella propria produzione. Nello stabilimento di Gimo sono state, infatti, installate nel 2021 due macchine NTX 2000, ognuna delle quali funziona in modo completamente automatizzato con MATRIS. Il robot si occupa sia dell’allestimento dei pezzi sia del cambio dei dispositivi di serraggio e degli utensili.
“In qualità di leader di mercato, siamo tenuti a soddisfare le aspettative estremamente elevate dei nostri clienti in termini di innovazione e qualità”, afferma Philip Eriksson, project manager della Sandvik Coromant, spiegando le esigenze dell’azienda in quanto a sviluppo e produzione. “Gimo fa parte del Production Technology Center ed è responsabile dell’industrializzazione di 2.500 nuovi prodotti ogni anno.” Questa attività viene eseguita in stretta collaborazione con i dipartimenti di ricerca e sviluppo di Sandviken e Stoccolma.

La partnership strategica con DMG MORI rappresenta un vantaggio per tutti. La nostra automazione MATRIS personalizzata ne è l’esempio ideale.

Competitivi grazie ai processi di produzione automatizzati
La realizzazione di nuovi prodotti comprende anche la loro lavorazione meccanica. “Necessitiamo di tecnologie altamente redditizie, per poter offrire i nostri utensili a prezzi competitivi”, spiega Peter Andersén, responsabile del Global Manufacturing Equipment della Sandvik Coromant. L’azienda utilizza, infatti, già da decenni processi di lavorazione meccanica automatizzati all’interno di una produzione digitalizzata end-to-end. “Persino i nostri programmi CN per la fabbricazione di corpi base vengono creati automaticamente in Gimo per ogni nuovo ordine di lavorazione.” Lo stabilimento è stato nominato “stabilimento faro” dal World Economic Forum nel 2019.
MATRIS – automazione modulare per una produzione altamente flessibile
Citando l’esempio dei corpi base per gli utensili di foratura, Philip Eriksson illustra una nuova soluzione di produzione che DMG MORI ha ideato e implementato conla Sandvik Coromant. “Qui lavoriamo oltre cento varianti di prodotto, il che comporta un grande lavoro di attrezzaggio. Il nostro obiettivo era, quindi, di avere una soluzione di produzione automatizzata, che non richiedesse l’impiego di personale durante questi tempi improduttivi.” Il centro di tornitura/fresatura NTX 2000 con MATRIS, un sistema robotizzato flessibile e modulare, si è rivelato essere la soluzione ottimale. “Un aspetto importante per noi è stato il fatto di ricevere entrambe le celle di produzione completamente da un unico fornitore.”
Produzione completamente automatizzata di oltre un centinaio di varianti con lotti da 2 a 80 pezzi
“La sfida di questo progetto consisteva nell’automatizzazione sia del cambio pezzi sia del cambio utensili nella torretta, sia delle spine di centraggio sia degli inserti di serraggio”, descrive così Philip Eriksson la portata del sistema di automazione. La grande varietà di corpi di base diversi spiega un tale requisito.





Cambio automatico degli inserti di serraggio e delle spine di centraggio
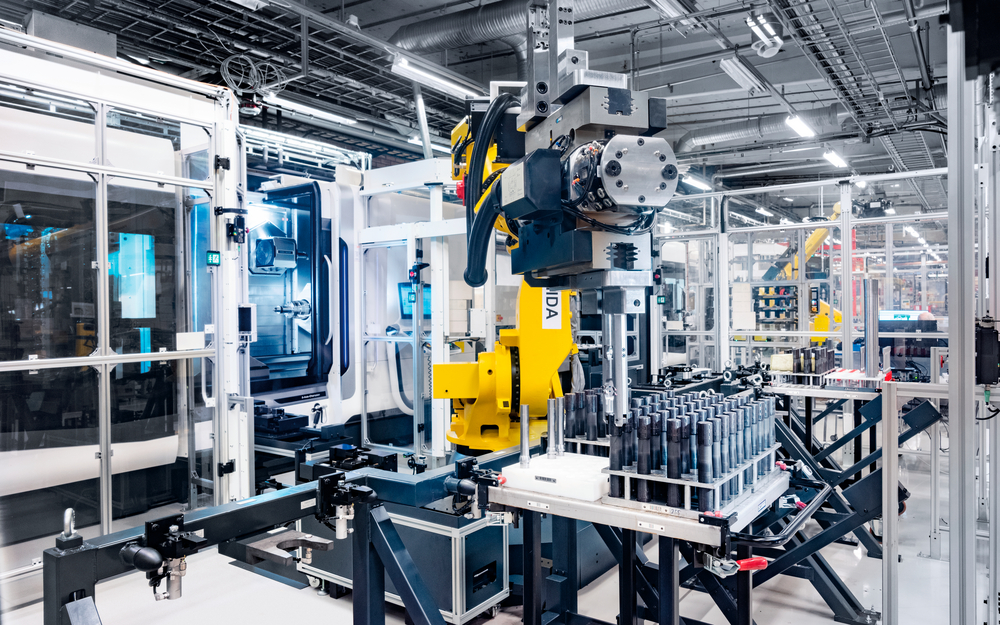
Uno sguardo al MATRIS della Sandvik Coromant rivela la complessità di questa soluzione di automazione. Nella cella possono essere ospitati in totale sei carrelli con i gruppi di base, in modo da consentire la produzione autonoma anche durante i turni notturni non presidiati. Peter Andersén è soddisfatto del suo buon impiego: “Aumentiamo così in modo significativo la nostra capacità produttiva.” Il robot preleva i pezzi grezzi dal carrello, li ruota di 90 gradi in un’altra stazione, in modo da poterne eseguire lo staffaggio nella NTX 2000. I corpi base vengono staffati principalmente tramite delle spine di centraggio inserite nel mandrino principale e contromandrino, ma esiste anche la possibilità di lavorarli nella pinza di serraggio. “Poiché l’autocentrante e le spine di centraggio variano a seconda della lavorazione, sono anch’essi alloggiati nel MATRIS”, afferma Peter Andersén. Il robot li sostituisce in modo completamente automatico, quando i componenti lo richiedono, aggiunge.
Cambio utensile automatico per la torretta
Highlight delle soluzioni di automazione delle due NTX 2000 è il cambio automatico degli utensili nella torretta per mezzo di un robot. “Mentre gli utensili sia di fresatura che di tornitura (il magazzino della NTX 2000 ha 114 posti utensile) vengono cambiati in automatico nel mandrino di fresatura, questo è normalmente un processo manuale per gli utensili a torretta”, spiega Philip Eriksson. “Si vincola molta capacità in termini di personale, perché ci sono solo dodici posti utensili.” Per questo motivo nel MATRIS è stato integrato un magazzino utensili separato con spazio sufficiente per 32 utensili. “In questo modo, possiamo inserire a sistema un numero significativamente maggiore di utensili. Il robot gestisce anche questo cambio in maniera affidabile.” In qualità di produttore di utensili, la Sandvik Coromant si è fatta carico di questa parte di progetto e ha allestito completamente le torrette con i propri portautensili Coromant Capto C4. Con questo progetto, la Sandvik Coromant ha raggiunto l’obiettivo di realizzare più turni di lavoro non presidiati e più lunghi, che Philip Eriksson considera come ulteriore prova della buona collaborazione con DMG MORI: “Per noi la partnership strategica significa che ci supportiamo a vicenda e realizziamo una situazione vantaggiosa per tutte le parti coinvolte.” Per questo motivo i due partner tengono molto a questa cooperazione. Peter Andersén guarda avanti: “Sia in Gimo che nelle sedi globali, stiamo attualmente lavorando a ulteriori progetti con DMG MORI – le soluzioni di automazione produttiva rimarranno ovviamente un tema importante anche in futuro.”
SANDVIK COROMANT
Verktygsgatan 11
747 44 Gimo, Sweden
www.sandvik.coromant.com
Contattate il nostro personale addetto alla stampa specializzata riguardo tutte le informazioni DMG MORI.